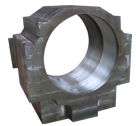
1、轴承座设计。滚动体直径,滚动体数量,套圈壁厚,滚动接触有效长度,滚动接触面凸度形状及尺寸。
2、制造材料。通常包括化学成分,氧化夹杂物,气体,裂纹等因素。
3、制造工艺。指的是零件硬度,金相组织,轴承座工作表面粗糙度,表面母线形状,零件裂纹,轴承座清洁度,零件工作表层残留应力等。
无锡市智福机械有限公司主要产品有:冷轧机配件,轴承座、不锈钢冷作件等http://www.wxzhifu.com/
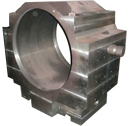
1、轴承座设计。滚动体直径,滚动体数量,套圈壁厚,滚动接触有效长度,滚动接触面凸度形状及尺寸。
2、制造材料。通常包括化学成分,氧化夹杂物,气体,裂纹等因素。
3、制造工艺。指的是零件硬度,金相组织,轴承座工作表面粗糙度,表面母线形状,零件裂纹,轴承座清洁度,零件工作表层残留应力等。
无锡市智福机械有限公司主要产品有:冷轧机配件,轴承座、不锈钢冷作件等http://www.wxzhifu.com/
当我们拆下轧机轴承座时,需要仔细观察轴承密封及润滑的状态,若发现不正常现象,及时找出原因。对轴承试转是否灵活,仔细判断,检查套圈是否有明显疲劳、损坏,针对具体情况分别进行对外圈调换受力位置或者拆下报废。
若在检查过程中发现轴承烧损,首先应及时搞清机架、轴承座的编号,并做好记录。依次检查润滑油是否充足、是否进水、进氧化皮,密封是否损坏及相关配件使用是否正确。相对旋转部位是否有明显摩擦痕迹,轧机轴承座外部尺寸大小,座孔尺寸、椭圆、锥度、对基准衬板面的偏心。是否有烧伤、拉毛、粘结等现象以及跳动是否超过0.05等等并做好记录,以便进一步分析原因,采取相应措施。
轧机按结构来分通常可分为牌坊式机架、悬臂式机架或由型材焊接为牌坊式机架,轧辊间距的调节和控制直接导致待轧制产品的尺寸,待轧制产品的尺寸精度又依赖轧机机架和轧辊的整体刚性、轧辊的精度和选材。
 |  |  |
轴承座均是采用螺栓类部件固定在牌坊式机架的底部支座上,上轴承座的压下装置通常是设置在上部横梁上,这样轧制时,牌坊式机架位于底部支座和上部横梁之间的立柱在其整个长度范围内均受拉力而伸长变形,其变形伸长量大。