轧机按结构来分通常可分为牌坊式机架、悬臂式机架或由型材焊接为牌坊式机架,轧辊间距的调节和控制直接导致待轧制产品的尺寸,待轧制产品的尺寸精度又依赖轧机机架和轧辊的整体刚性、轧辊的精度和选材。
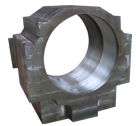 |  | 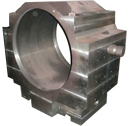 |
轴承座均是采用螺栓类部件固定在牌坊式机架的底部支座上,上轴承座的压下装置通常是设置在上部横梁上,这样轧制时,牌坊式机架位于底部支座和上部横梁之间的立柱在其整个长度范围内均受拉力而伸长变形,其变形伸长量大。
